中央空调空调安装工程中金属风管的咬接、焊接与加固技术要领
一、金属风管咬接、焊接的适用范围

二、金属风管的咬接
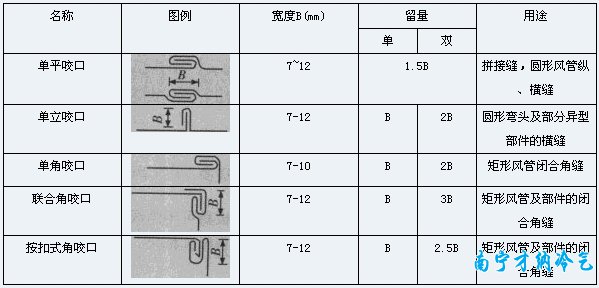
机械轧制各种咬口应根据板料厚度、咬口宽度对设备间隙作细致的调整,并进行试轧,直到咬口成型良好、满足规定要求方可批量进行轧口。
不同咬口形式的板料应分类堆放,分批轧口,以免错轧。特别是不锈钢板轧错后修改时易断裂,更应特别注意。
圆形风管板材的连接分为纵向结合缝与螺旋结合缝两种。
螺旋咬口风管的咬口间距不应大于150mm。
纵向啼口风管的内径大正径大于400mm时,管壁应压制加强筋;内径大于1000mm时,管壁应压制两道加强筋。 加强筋高度不小于3mm.
纵向结全缝采用搭接、同平搭接连接时,其搭接宽度应大于6倍板厚,铆钉间距应小于150mm。
咬口时应扶稳板料,手指距滚轮护壳不小于50mm,不行放在咬口机轨道上。
三、金属风管的焊接
1、金属风管制作采用焊接,适用范围见表1,焊接时可采用气焊、电焊、氩弧焊、接触焊、焊缝形式应根据风管的构造、钢板厚度、焊接方式选用。焊接工艺应遵守焊接规程有关规定。焊缝形式见图1
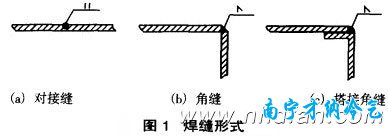
(1)对接缝:常用于板材拼接和纵向闭合缝。
(2)角终究:常用于矩形管件的闭合颖。
(3)搭接角缝:常用于板厚较薄的矩形管件闭合角缝。
2、焊接方法选用:一般钢板风管宜采用手工电弧焊或二氧化碳气体保护焊,材料较薄时宜采用气焊;不锈钢板焊接宜采用非熔化氩弧焊或手工电弧焊;铝板焊接宜采用气焊或氩弧焊。
3、组成焊缝应严密,固定焊点间距不应大于100mm,点焊结束将焊缝打平打严。
4、不锈钢板焊接前应将焊缝处的油污、杂物清除干净,焊后应进行酸洗钝化。
5、 铝板焊接前应用较软的钢丝刷或钢丝刷将焊缝处的氧化层、油污、杂物等清理干净,清理工作不得损伤板材,以露出银白色光泽为宜。若采用气焊,清理结束后应立即涂焊剂施焊。
三、金属风管加固
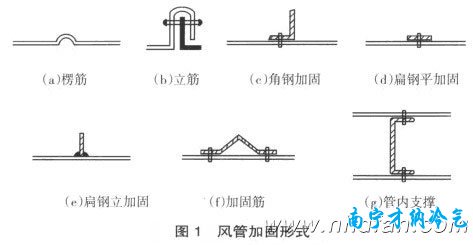
1、当矩形风管边长大于或等于630mm,保温风管边长大于或等于800mm,且其管段长度大于1250mm,或单边面积低压风管大于1.2m2,中高压风管大于1 m2,圆形风管(不包括螺旋风管)直径大于等于800mm,且风管长度大于1250mm或总表面积大于4 m2时,均应采取加固措施。对边长小于或等于800mm的风管,宜采用楞筋、楞线的方法加固。加固形式见图2。
当圆形风管和中高压风管加固时,应采用加固框的形式加固。高压风管的单咬口缝应有加固、密封、补强措施。
2、采用楞筋或内加固的风管,可在板料轧制咬口前进行。楞筋深度不宜大于3mm,并应沿气流或对角线方向设置;风管内加固(如图2)必须沿气流方向设置。
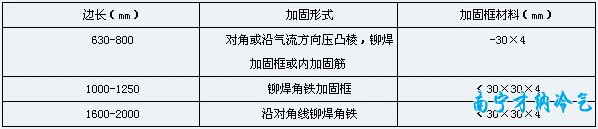
3、采用角钢和扁钢框加固的风管,加固框与法兰装配同时进行。加固框与风管壁的连接,咬口风管应采用铆接,焊接风管应采用断续焊接,焊缝30mm,断开100mm。风管加固形式及材料见表1-9.
表1-9风管加固形式及材料: